
1.廃油処理の現況
工場において切削油や加工油のような腐敗油は、酸化劣化や腐敗のため機能が低下し製品の仕上げに影響を与えたり、腐敗臭が工場内に立ち込め、衛生環境上の問題も多々生じさせています。こうした加工油に代替するものとして高濃度エコマイザー(pH13.1以上)の使用を提案してきましたが、ほとんどの企業や研究機関は「油を水で代替できるなど信じられない。」という考え方のレベルから一歩も踏み出すことができないでいます。多くのテストを繰り返して条件を定めれば十分な代替能力があることが分かるのに極めて残念な事です。こうした加工油は通常6か月〜10か月で新しいものに切替えられ、その総量は日本国内で約50万トンとも70万トンともいわれています。 そしてその処理費用(焼却、廃油)は200億円とも300億円ともいわれ、また塩素系の添加剤が混じった油を焼却するとダイオキシンが発生するので環境規制を受けることになります。こうした処理費用は益々高くなる一方です。
2.研究開発
電解方式でこのような加工油を再生できないかという問い合わせがあり、テストをしたことがあります。そのときは、単に学術論文作成のためのもので実用化という目的ではなかったため、その結果はロッカーの奥に深々としまわれて日の目を見ることはありませんでした。しかし、某科学技術大学との協同研究が可能になったことおよび中国の環境汚染が私たちの予想を遙かに超えるレベルに至っていることを踏まえ、もう一度日の目に当たるところに引っ張り出し、検討を加えてみようと思った次第です。
私は電気分解という技術に長年携わってきているため、こうした基礎テストを数多く行ってきました。小規模零細企業ではとても実用研究まで行える資金的余裕がないため、その多くが単なる知識として深く埋もれたままになっています。
過去に、某大学と共同研究した「電気分解による効率的な水素発生法とそのメカニズム」という論文(英文)が偶然フォルクスワーゲンの目に留まり、彼らから強いラブコールをいただいているのも事実です。電気分解は、もしかすると私たちが今直面している環境問題を解決するための極めて強力な一助になるのではないかという提案や発言は直感や思い付きで言っているのではなく、こうした基礎的な研究に裏付けられたものであると言って良いでしょう。
3.悪臭の元は何か
前置きが長くなったので本題に入ります。
先ず油(水溶性、切削、加工)が古くなって悪臭を発生する原因は、嫌気性菌の繁殖によると結論付けて良いでしょう。
現実に使用6か月の油の中から一般細菌が108CFU以上認められており、こうした菌が吐き出すもの(人間でいう汗、糞尿に当たる)は酢酸系の酸で占められています。本来加工油等は加工対象物の防錆や微生物の繁殖を防止するために、そのpH帯を約10以上に設定しています。
しかし、微生物の繁殖に必要な条件がこの加工油の中に整っているため、微生物の繁殖は一気に進むこととなります。その条件を羅列すると① 温度(40〜60℃)、② 界面活性剤(鉱油化のため)、③ 脂肪酸、④ アミン酸、⑤ 極圧添加剤(切削性能向上)などです。
その一例を示すと、好気的反応:R – CH2 – CH2 – COO− → R – COO−(カルボキシル基)+ CO2↑
嫌気的反応:R – CH2 – CH2 – COO− → R – COO−(カルボキシル基)+ CH3COO− + H+ となります。
要するに低分子化されたR – COO−(脂肪酸)とCH3COOH(酢酸)が発生、微生物が繁殖しやすいpH域をつくり出すのです。
従来、こうした問題を解決するため① 殺菌剤の使用、② エアレーション(嫌気性菌対策)、③ オゾン殺菌、④ 好気性菌の投入、⑤ Cu、Agイオンの投入などの方法が採られてきました。しかし、十分な効果が発揮できず最終的には6〜10か月で全量交換という方法が採られています。加工油を腐敗させ、その性能を著しく落としているもの、それは加工油の中に住みついた微生物であると結論付けてよいでしょう。そして、加工油のpHが10から徐々に下がり8.5を下回ると一気に増殖スピードを上げることとなります。
4.潤滑性能の阻害要素
今回の検証は① 加工油内の微生物の殺菌、② 加工油内のpHを10以上に戻し、③ 加工油の冷却性能を低減させ悪臭の元になっている有機酸成分を除去できないかということにあります。
また、この有機酸は潤滑性能を阻害する要因でもあり、こうした解決に当社の電解技術がどれだけ力を示すかという実験でもあるのです。
先にも述べたとおり当社は基礎テストしか行っていません。しかし、その結果は一通りのものであり、こうしたデーターをベースに本試験に入っていくことができれば、より正しいデーターと方法が見出されるものと考えられます。
5.電解装置の目的
(1)腐敗油を酸化状況から還元状況に戻す。
(2)腐敗臭の元である有機酸を排除する。
(3)pH値を11程度まで戻す(10以上に保持)。
6.油電解処理の留意点
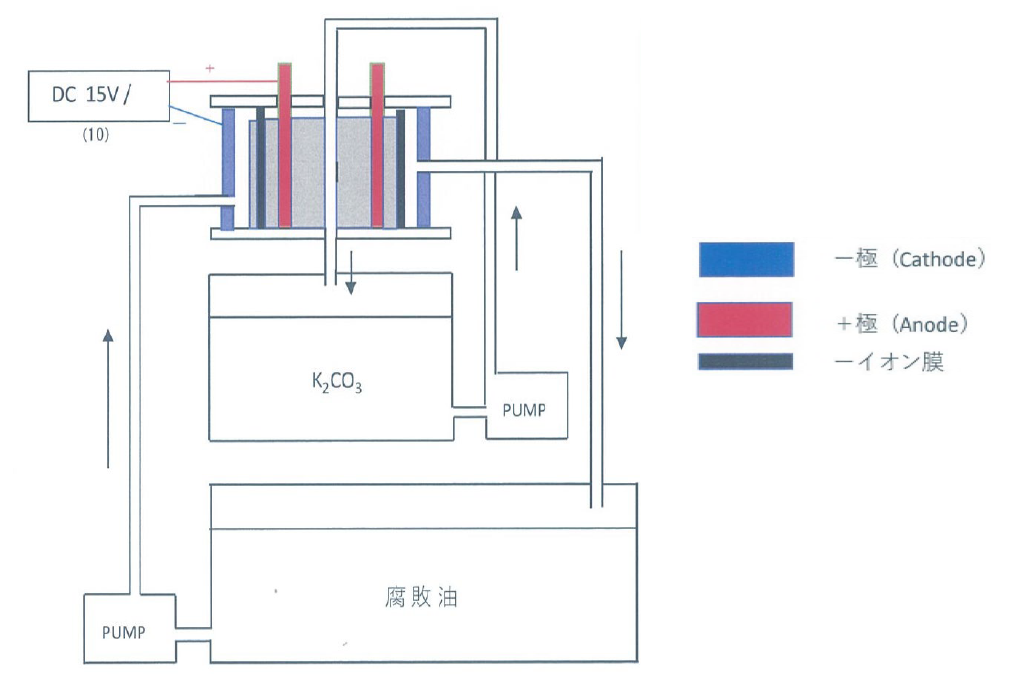
電解装置を下図のように組立て、油の電解を行う場合の留意点は以下のようになります。
(1)電流を10A以下とし、過度の電解が生じないようにする。本電解槽は4面、各面2A〜2.5A程度に抑える。
(2)電圧を15V(DC)程度とするため電解質を用いる(K2CO3)。
(3)電解より透析を主体とするため、隔膜ではなくイオン交換膜(−)を用いる。
(4)電解透析効果を安定させるためUH-1型電解装置を用いる。
実験装置の概要
7.殺菌メカニズムについて
この状態で電解を開始するとDC15Vで各電解面の電極間に2〜2.5Aの電流が流れます。各面で若干の電流差が出るのはイオン交換膜のパターン(電解面積)に若干違いがあるからです。各電極間に2A程度の電流が流れると、微生物は生きていけません(感電状態を生ずる)。人間は100mAで感電死します。その他にも殺菌メカニズムは考えられるのですが最も有力なのは、この感電殺菌と思われます。
8.電解質と電圧
電解質を用いるのは小さな電圧(DC15V)で各面に安定した電流を流そうとするためです。油は絶縁体、絶縁物ですが、腐敗油には多くの不純物(有機酸など)が混入しているため、ある程度の電流は流れます。しかし、電解質を用いないで水(純水、水道水)を用いた場合、安定して電流を流そうとすると、大きな電圧をかけなければなりません。大きな電圧は装置(電極、イオン交換膜)に大きな負荷をかけるとともに大型の電源装置を必要とするため、高価になってしまいます。
また、電解質をK2CO3(炭酸カリウム)にするのは水への溶解度が121%あることと、反応期間、反応時間、反応余裕度が大きく広いことによります。そして何よりも透析によって陽極側に入り込んでくる多くの有機酸(― イオン)を陽イオン(+)で固定することです。使われたK+の代わりに電解によって得られたH+が置換、K2CO3 → H2CO3(炭酸水)となり安定するのです。
9.電極極性について
電極極性を前図のとおりとし、この状態で陰極(Cathode)とイオン交換膜との間には腐敗油を、陽極(Anode)とイオン交換膜内にK2CO3(炭酸カリウム)溶液を入れて電源を入れると、陰極に電子が集まりO.R.P計のメーターが(+)から(-)へ移行します。
Pe = − log〔e−〕なので、−500mVまで下げるとPe = 16.9EH すなわち1016.9×0.5 = 108.45mol
の電子が1ℓ中に存在することになります。酸化状態から還元状態に変化するわけです。
10.電流の安定化
各面に2〜2.5Aを安定的に流すと、1回のパスで腐敗油は4.5Aの電流によって電解と透析が同時に行われることになります。腐敗油の中身は水と油の混合物なので、この電流によって水部分の電解が進むこととなります。
水の分解においては陰極の反応は2H2O + 2e− = H2↑ + 2OH−であり、H2はH2↑となるため、その溶液は当然のようにアルカリ性側に傾くことになります。
11.問題点と解決策
この電解装置を用いることによって腐敗油の酸化、有機酸、微生物の繁殖、酸性化状況を一回で改善できる事になり、これで新油の性状に戻すことができます。処理能力としては10ℓの腐敗油を処理するのに約5分を必要としますが、この程度の処理量では不足する場合は、電解面積を大きくする必要があります。何故なら、この方式において最も大切なのは電流だからです。
電気透析法を用いると、どうしても大きな電圧を必要とますし、何よりも効率が極めて悪くなります。また大掛かりな装置も必要になり、電気分解法を用いると効率は上がるが、余分な分解が生じ、また、加工油、切削油とは異なったものをつくり上げてしまう恐れがあります。一面当たり2〜2.5Aの電流を常時安定的に供給することが極めて大切なのです。この電流は透析と電解の両者の利点を生かす最適のものと考えられます。当然他社の電解装置ではこうしたことは全く出来ず、また透析装置は電解まで達し得ないし、何よりも装置がバカでかくなり、ランニングコストも極めて高くなります。電解と透析を一度に行える電解装置はこの世の中に当社以外存在しません。電流を可変させることによって電解にふることも透析だけを行うことも自由に変更できます。このような特性をうまく利用して腐敗切削油、加工油を再生利用すべきではないかと思います。
参考までに植物油でも原理は同じである事を付け加えておきます。
12.処理能力とコストパフォーマンス
再生能力は120ℓ/H × 20H/Day = 2,400ℓ/Day × 30Days = 72,000ℓ(72ton)/月
72ton×12か月=864ton/年の処理能力です。
500,000ton(日本での年間処理量)÷ 864ton(1台の年間処理量)≒ 578台必要になります。(予備を入れて700台)1台200万円としても、700台で14億円、その他の費用を入れても年間の処理費は200億円に満たなくなります。このような装置が本当に稼働すると油業界は大きなダメージを受けることになるでしょう。しかし、それ以上に自然破壊から国を守る方が大切であることを考えて研究を続けたいと思います。